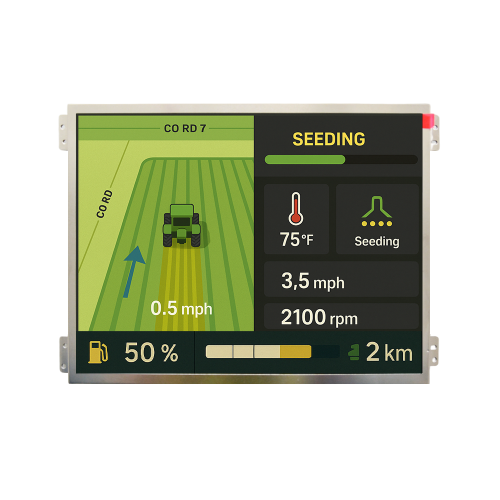
For two-wheeler instrument clusters, display performance is not determined by brightness alone. Once the module is exposed to direct sunlight, vibration, humidity, rain-prone conditions, and repeated thermal cycling, the structure above the TFT panel becomes a critical part of the design. For OEM teams evaluating two-wheeler cluster display solutions, optical bonding should be considered together with outdoor readability and wide-temperature stability rather than treated as a secondary cosmetic upgrade. MAXEN's cluster display offering includes 4.3", 5", and 7" solutions for motorcycles and e-bikes, with designs developed for outdoor readability and wide-temperature operation.
In real vehicle applications, many display issues are not caused by the LCD itself, but by the air gap between the display and the cover lens. A module may perform well in a controlled indoor test, yet still show reduced contrast, internal fogging, or long-term contamination risk after extended outdoor use. That is why full lamination has become an important engineering topic in modern motorcycle and e-bike dashboard design.
Traditional air-bonded displays use a perimeter adhesive structure that leaves an internal gap between the LCD and the cover lens or touch panel. This method is relatively simple, but it introduces several limitations when the product is used in outdoor riding environments.
Every air-to-glass interface reflects part of the incoming light because the refractive index of air is significantly different from that of glass and display substrates. In practical terms, this means more stray reflection inside the optical stack, reduced effective contrast, and a washed-out appearance under strong ambient light. Even a bright TFT module can lose readability if the front structure generates too much internal reflection.
Two-wheeler displays often experience overnight cooling, daytime heating, changing humidity, and seasonal temperature swings. In an air-bonded stack, the internal gap creates a cavity where condensation or haze is more likely to develop if the environment and sealing conditions are unfavorable. For an instrument cluster, this is not only a cosmetic concern. It can directly affect the visibility of speed, battery level, warning icons, and riding information.
In long-term outdoor use, dust and fine particles can become more problematic when an internal air cavity is present. Once contamination appears inside the visible area, the display may continue functioning electrically, but the perceived quality of the module drops immediately.
Motorcycle dashboards are exposed to continuous vibration and road shock. In an air-bonded design, the front layers remain less integrated, which can make the optical stack more sensitive to long-term mechanical stress than a fully laminated structure.
Optical bonding, also known as full lamination, eliminates the air gap between the LCD and the cover lens or touch panel by filling that space with a transparent material. For a broader overview of the process itself, MAXEN's optical bonding technology page explains how direct lamination helps reduce internal reflections, improve contrast and sunlight readability, and strengthen the overall front stack.
From an engineering point of view, optical bonding changes both optical and mechanical behavior.
On the optical side, it helps improve perceived contrast, lowers internal reflection, and supports better visibility in bright outdoor conditions. This topic is closely connected to our earlier discussion of sunlight readability in two-wheeler instrument clusters, since readability depends not only on backlight output, but also on how efficiently the front stack manages light.
For projects exposed to demanding environments, bonding selection also needs to be considered alongside wide-temperature design in two-wheeler cluster displays. The broader the thermal operating window, the more important it is to evaluate the entire optical stack as one system.
On the mechanical and environmental side, removing the internal cavity helps reduce the risk of fogging, limits the space where dust can accumulate, and creates a more unified front structure. For outdoor clusters, this contributes to a more robust module design over long-term use.
Once the design team decides to eliminate the air gap, the next question is which bonding route is more suitable. In most display projects, the comparison comes down to OCA and OCR.
OCA refers to optically clear adhesive film. OCR refers to optically clear resin, a liquid bonding material that is cured after lamination. Both can be used to achieve full lamination, but they differ in process behavior, design flexibility, and manufacturing considerations.
The right choice is usually not based on a simple “better” or “worse” conclusion. It depends on the stack structure, cover design, dimensional tolerance, reliability target, and production strategy.
| Comparison Item | OCA | OCR |
|---|---|---|
| Material Form | Film-based optically clear adhesive | Liquid optically clear resin |
| Process Character | More structured and repeatable for flat designs | More flexible for complex or uneven structures |
| Best Fit | Flat and controlled stack-ups | Designs requiring better gap filling or conformity |
| Edge Control | Generally cleaner and easier to manage | Requires tighter overflow control |
| Bubble Control | Usually easier to stabilize in production | More process-sensitive during dispensing and curing |
| Design Flexibility | Better for simpler geometries | Better for curved, stepped, or less uniform structures |
| Process Complexity | Lower to moderate | Moderate to higher |
| Key Concern | Less flexible in complex stacks | Strong dependence on process control |
| Typical Evaluation Focus | Alignment, cleanliness, edge finish | Resin flow, curing stability, overflow, cosmetics |
| Suitable Decision Logic | Good for stable, standard module structures | Better when structural complexity is higher |
OCA is a film-based optical bonding solution. Because it comes in a defined form, it is often preferred in designs where the bonding surfaces are relatively flat and the stack geometry is well controlled.
From a process perspective, OCA offers good consistency and relatively clean edge control. For projects with straightforward structures, this can help improve repeatability and simplify production management. OCA is commonly selected when the design team values a mature process path and predictable lamination behavior.
In two-wheeler display modules, OCA can be a practical choice for flat cover structures and standard module configurations. It can support the key goals of full lamination, including reduced reflection, improved visual quality, and better overall stack integrity.
However, OCA is not ideal for every design. If the stack includes more complex geometry, local thickness differences, or less forgiving mechanical conditions, film-based bonding may be less flexible than a liquid process. In those cases, the engineering team may need to evaluate whether OCR offers a better fit.
OCR is a liquid optical resin that is dispensed into the bonding area and then cured after lamination. Because it starts as a liquid, it can better conform to certain stack conditions and may be more suitable when the design includes uneven surfaces, more demanding gap filling, or greater structural complexity.
For motorcycle and e-bike clusters, OCR is often considered when the front structure requires more flexibility in bonding behavior. Compared with film-based solutions, liquid bonding can offer better adaptability in some module architectures.
That said, OCR also requires tighter process control. Bubble management, resin flow behavior, curing consistency, and edge cleanliness all become important factors in production quality. The performance of OCR depends not only on the material itself, but also on how well the overall bonding process is controlled.
When engineers compare OCA and OCR for outdoor displays, the most important question is not which term sounds more advanced. The real question is how the selected bonding system performs after prolonged exposure to sunlight, temperature cycling, and real operating conditions.
In motorcycle dashboards, the display is often exposed to strong UV light, elevated surface temperatures, and repeated environmental change over time. Under these conditions, engineers typically pay close attention to several long-term risks:
This is why OCA and OCR should be compared as complete process-and-material systems, not just as material labels. The final result depends on material formulation, stack design, curing or lamination process, and validation under the intended application environment.
In full lamination production, many quality issues are not caused by the bonding concept itself, but by weak process execution. A technically sound material can still produce poor results if contamination control, alignment, bubble removal, curing, or edge handling are not managed properly.
For OCA, typical concerns include particle control, alignment stability, local non-uniformity, and edge finish. For OCR, process attention is often focused on resin dispensing consistency, bubble prevention, overflow control, curing behavior, and cosmetic uniformity.
This is why supplier capability matters in optical bonding projects. Full lamination is not just about choosing a material. It is a manufacturing discipline that requires stable process control, suitable equipment, and practical experience with outdoor display assemblies.
For two-wheeler cluster modules, MAXEN focuses on optical bonding as part of the overall display integration solution rather than as an isolated process step. The goal is to help OEM customers improve outdoor readability, reduce internal reflection, and support long-term structural reliability in real operating environments.
Depending on project requirements, the bonding route can be evaluated according to stack design, cover structure, optical target, and application conditions. This is particularly relevant for cluster displays used in motorcycles and e-bikes, where environmental exposure and mechanical stress are more demanding than in ordinary indoor electronics.
MAXEN's in-house optical bonding capabilities support both OCA dry bonding and OCR/LOCA liquid bonding. From a project perspective, the most important issue is not whether a module uses OCA or OCR in name alone. What matters is whether the selected process matches the actual product architecture and whether the supplier can maintain consistent bonding quality during sample validation and production.
For a relatively flat and controlled display structure, OCA is often a practical and efficient option. It suits projects that prioritize process consistency, clean lamination behavior, and straightforward module architecture.
For stacks with more complex surfaces, tighter gap-filling demands, or greater concern about long-term structural conformity, OCR may offer advantages that justify the additional process attention.
In other words, the choice should be driven by the real module design rather than by a fixed preference for one acronym over the other.
A useful engineering review usually includes the following questions:
The earlier these questions are addressed, the easier it is to make a cost-effective bonding decision.
In modern motorcycle and e-bike dashboards, full lamination is more than a premium visual feature. It is a practical engineering solution for reducing internal reflection, improving contrast, strengthening the front stack, and helping reduce the risk of fogging or contamination inside the module.
That is why optical bonding should be reviewed together with display brightness, cover-lens design, and operating temperature requirements. A high-brightness panel alone does not guarantee outdoor readability, and a wide-temperature specification alone does not guarantee long-term optical stability. The full stack must work as one system.
For design teams evaluating new instrument cluster programs, OCA and OCR should be compared according to the actual module architecture, target environment, and reliability goals. A well-matched bonding route can improve both product performance and long-term field quality.
If you are evaluating OCA and OCR for a new two-wheeler cluster project, MAXEN can help review the optical stack based on your cover structure, operating environment, and integration requirements. For project discussion or quotation support, please contact us or email sales@maxen-lcddisplay.com










melody.xia@maxen-lcddisplay.com